- Оборудование
- Производители
|
|
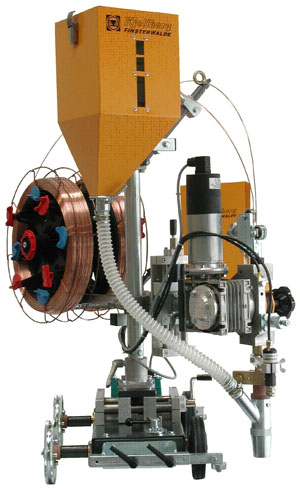 Сварочный автомат для сварки под слоем флюса параллельными проовоками диаметрами до 2х2,5 мм. Перемещается по плоскости изделия или направляющим рельсам. Позволяет производить сварку труб изнутри. В сочетании со сварочными выпрямителями Kjellberg позволяет решать широкий спектр задач в различных отраслях промышленности. Сварочный автомат для сварки под слоем флюса параллельными проовоками диаметрами до 2х2,5 мм. Перемещается по плоскости изделия или направляющим рельсам. Позволяет производить сварку труб изнутри. В сочетании со сварочными выпрямителями Kjellberg позволяет решать широкий спектр задач в различных отраслях промышленности.
Преимущества при его применении: Мобильный, самоходный сварочный автомат, который с легкостью можно перемещать к любому месту проведения работ. Гибкое применение, достигаемое благодаря принципу модульности. Устройства управления с предварительными настройками на ток сварки, напряжение дуги и скорость передвижения в сочетании с источником питания Kjellberg (требуется характеристика с постоянным напряжением). Параметры начала и заварки кратеров могут регулироваться независимо друг от друга. Контур начала и остановки для оптимизации процесса сварки. Ходовый механизм осуществляет передвижение непосредственно по свариваемому изделию или по рельсам. Точное регулирование взаимного положения проволоки и шва обеспечивает оптимальную геометрию шва. Сварка внутри труб и котлов диаметром мин. 1500 мм. Можно легко приспособить к другим сварочным технологиям.
Основные характеристики: Ходовый механизм, управляемый тахогенератором, с приводом на все колеса; колеса диаметром 160 мм, с ободом из резины; сцепление привода ручного действия, с защиой от пыли; осевые расстояния по ширине колеи увеличиваются с 330 мм до 395 мм. Механизм устойчивой подачи проволоки для проволоки от 2 х 1,6 мм до 2 х 2,5 мм, с 2-хроликовым приводом для плавного передвижения обеих проволок. Подходит для тока сварки макс. 1200 А. Держатели катушек, которые рассчитаны на две катушки для проволоки с макс. весом 25 кг каждая. Суппорты передвижения по высоте и в поперечном направлении для ручного позиционирования сварочной головки в двух плоскостях, каждый на 100 мм. Активные параметры управления расположены на первом уровне эксплуатации панели управления (ток сварки, напряжение дуги и скорость передвижения); пассивные элементы - на втором уровне эксплуатации, к ним оператор может получить доступ после того, как откроет крышку. Направляющие ролики с бесступенчатой регулировкой для ведения ходового механизма вдоль элементов конструкции, стенок балки, профилей и т.п. Бункер для загрузки флюса емкостью 10 л, поставляемый со смотровым стеклянным окошком и с адаптером для подсоединения устройства пневматической регенерации флюса. Лазерный указатель для визуального контроля взаимного положения проволоки и шва. Рекомендуемый источник питания : GTH 1402 (также GTH 1002).
Технические характеристики: | Технология | | Сварка под слоем флюса параллельными проволоками | | Максимальный сварочный ток | А | 1400 | | Управляющее напряжение | В/Гц | 42 АС/50 | | Ширина колеи | мм | 330 или по особому заказу 395 | | Диаметр проволоки | мм | от 2х1,6 до 2х2,5 | | Скорость подачи проволоки | м/мин | 0,1-6,1 | | Скорость передвижения | м/мин | 0,1-2,0 | | Высотная/поперечная регулировка | мм | 100/100 | | Поперечное вращение | град. | 360 | | Угол поворота головки горелки | град. | 45 (в каждую сторону) | | Диаметр труб для сварки изнутри | мм | 1500 | | Вес автомата | кг | 61 | | Возможное нагружение катушки для проволоки | кг | 2х25 | | Габаритные размеры ДхШхВ | мм | ≈1050х600х≈900 |
EN 60974-1, VDE 0544, VBG 15(UVV 26.0) и знак СЕ, производится в соответствии с DIN EN ISO 9001. Знак S, применим к сварочным работам на объектах повышенной опасности по электрическим показателям.
|