| Каталог | Материалы и конструкции электродов для контактной сварки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Электроды (ролики) – это инструмент, который осуществляет непосредственный контакт машины со свариваемыми деталями. Электроды в процессе сварки выполняют три основные задачи: - сжимают детали; - подводят сварочный ток; - отводят теплоту, выделяющуюся в процессе сварки на участке электрод – электрод. Непосредственно от формы рабочей поверхности электродов, контактирующей с деталями, зависит качество получаемых сварных соединений. Износ рабочей поверхности связанное с этим увеличение площади контакта электрод – деталь приводит к уменьшению плотности тока и давления в зоне сварки, а следовательно, к изменению ранее получаемых параметров литой зоны и качества соединений. Увеличение рабочей поверхности плоского электрода при его износе в большей степени уменьшают размеры литой зоны при сварке пластичного металла, чем при сварке высокопрочного металла (Рис.1а). Износ сферической рабочей поверхности электрода, установленного со стороны тонкой детали, уменьшает ее проплавление (Рис. 1б,в). Основные требования, предъявляемые к электродам: - высокая электропроводность сварки - сохранение формы рабочей поверхности в процессе сварки заданного числа точек или метров роликового шва. При точечной и роликовой сварке электроды нагреваются до высоких температур в результате выделения теплоты непосредственно в электродах и передачи ее от свариваемых деталей. 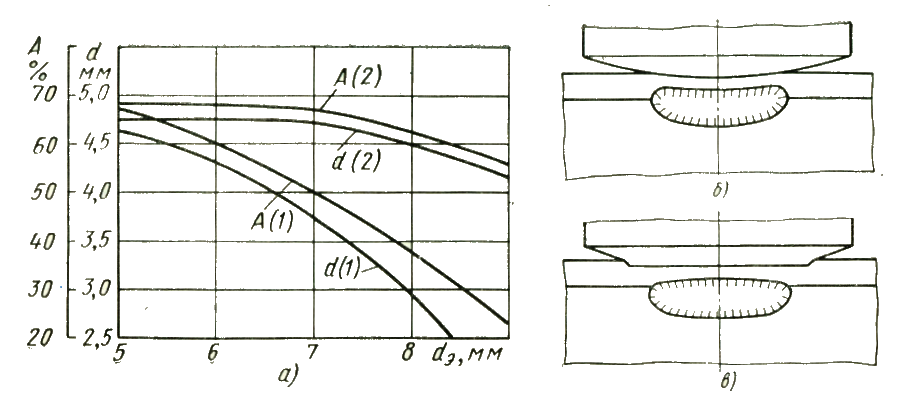 Рис. 1. Зависимость размеров литой зоны от изменений рабочей поверхности электродов: а - толщина 1+1 мм: 1 - сталь Х18Н10Т; 2 - сталь ВНС2 б,в - при износе сферической поверхности электрода со стороны тонкой детали Степень нагрева электродов зависит от применяемого режима сварки и толщины свариваемых деталей. Например, при точечной сварке коррозионностойкой стали с увеличением толщины деталей от 0,8+0,8 до 3+3 мм отношение теплоты, выделяющейся в электродах, к общей теплоте, выделяющейся при сварке, увеличиваются от 18 до 40%. По результатам непосредственных измерений температура рабочей поверхности электродов при сварке единичными точками образцов толщиной 1,5-2 мм составляет: 530°С для стали ЗОХГСА, 520°С для стали Х18Н9Т, 465°С для титана ОТ4 и 420°С для сплава ВЖ98. При темпе (скорости) сварки 45 точек в минуту температура повысилась и составила соответственно: 660, 640, 610 и 580°С. Табл. 1 Свойства металлов для электродов и роликов
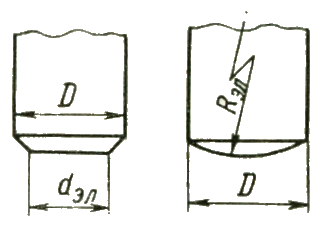
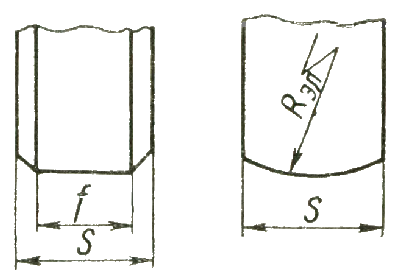
Для электродов и роликов используют специальные медные сплавы, обладающие высокой жаропрочностью и электропроводностью (Табл.1). Наилучшим металлом для электродов и роликов, применяемых при сварке коррозионностойких, жаропрочных сталей и сплавов и титана, является бронза Бр.НБТ, которую выпускают в виде термически обработанных катаных плит и литых цилиндрических заготовок. Из бронзы Бр.НБТ особенно целесообразно изготовлять фигурные электроды, т.к. для обеспечения необходимой твердости не требуется нагартовки, которая необходима для кадмиевой меди, сплава Мц5Б и бронзы Бр.Х . Не рекомендуется использовать электроды и ролики из бронзы Бр.НБТ для сварки низколегированных сталей, особенно без наружного охлаждения, из-за возможного налипания меди на поверхность деталей в месте контакта с электродами. Наиболее универсальным является сплав Мц5Б, его можно использовать для электродов и роликов при сварке всех рассматриваемых металлов. Однако сплав Мц5Б несколько сложен в изготовлении и термомеханической обработке, поэтому не получил широкого распространения. Кроме того, его стойкость при сварке коррозионностойких и жаропрочных сталей и сплавов значительно ниже, чем у бронзы Бр.НБТ. При точечной сварке коррозионностойких сталей толщиной 1,5+1,5 мм стойкость электродов из сплава Бр.НБТ составляет в среднем 7-8 тыс. точек, из бронзы Бр.Х – 2-3 тыс. точек, а при роликовой сварке – соответственно 350 и 90 м шва. Наибольшее применение для точечной сварки получили электроды с плоской и сферической поверхностью и ролики с цилиндрической и сферической рабочей поверхностью. Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых деталей; для большинства металлов форма поверхности может быть плоской (цилиндрической для роликов) или сферической (Табл.2). Табл. 2 Размеры электродов и роликов
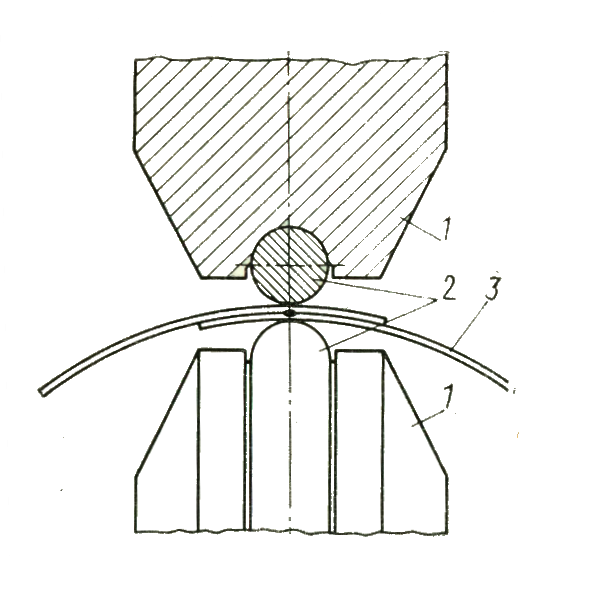
Электроды со сферической рабочей поверхностью лучше отводят теплоту, имеют большую стойкость и менее чувствительны к перекосам осей электродов при их установке, чем электроды с плоской рабочей поверхностью, поэтому их используют при сварке на подвесных машинах (клещах). При сварке электродами со сферической рабочей поверхностью изменение Fсв в большей степени влияет на размеры литой зоны, чем при использовании электродов с плоской поверхностью, особенно при сварке пластичных металлов. Однако при уменьшении Iсв и tсв от заданного значения d и А понижаются меньше при сварке электродами со сферической поверхностью, чем при сварке электродами с плоской поверхностью. При использовании сферических электродов площадь контакта электрод—деталь в начале сварки значительно меньше, чем в конце. Это приводит к тому, что на машинах с пологой нагрузочной характеристикой (машины с большим Zм, клещи с кабелем) плотность тока в контакте электрод-деталь при включении может быть очень высокой, что способствует снижению стойкости электродов. Поэтому целесообразно применять плавное нарастание iсв, которое обеспечивает практически постоянную плотность тока в контакте. При точечной и роликовой сварке медных и титановых сплавов предпочтительно применять электроды и ролики со сферической рабочей поверхностью. В отдельных случаях использование только сферической поверхности обеспечивает требуемое качество соединений, например при сварке деталей неравной толщины. Электроды в большинстве случаев соединяются с электрододержателями с помощью конусной посадочной части. По ГОСТ 14111-90 на прямые электроды конусность посадочной части принята 1:10 для электродов диаметром D≤25 мм и 1:5 для электродов D>25 мм. В зависимости от диаметра электрода практически допустимое усилие сжатия Fэл=(4-5)D2 кгс. На практике для сварки различных деталей и узлов применяются разнообразные электроды и электрододержатели. Для получения точечных соединений стабильного качества лучше применять фигурные электрододержатели, чем фигурные электроды. Фигурные электрододержатели имеют больший срок службы, а также имеют лучшие условия для охлаждения электродов, что повышает их стойкость. 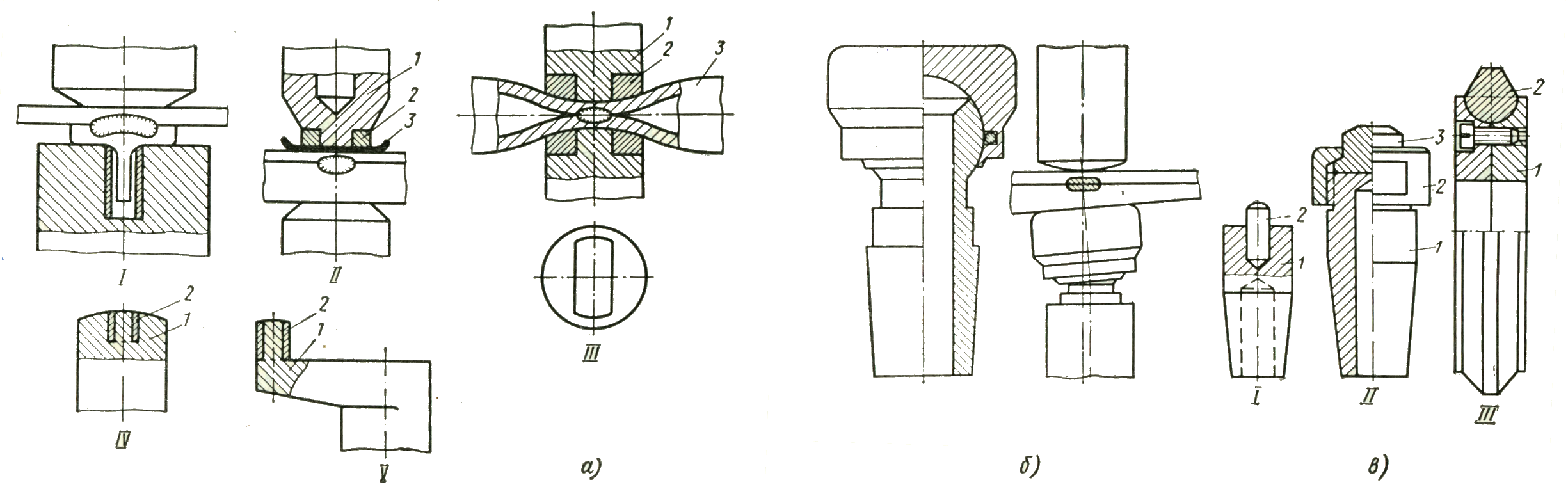 Рис. 2. Электроды различных конструкций На рис. 2 показаны некоторые электроды специального назначения. Сварку Т-образного профиля с листом выполняют с использованием нижнего электрода с прорезью под вертикальную стенку профиля (рис.2а,I). При сварке деталей неравной толщины, когда недопустима глубокая вмятина на поверхности тонкой детали, может быть применен электрод 1 со стальным кольцом 2 на рабочей поверхности, стабилизирующим площадь контакта электрод—деталь (рис. 2а,II). Наличие медной фольги 3 между электродом и деталью исключает поджоги в контакте кольцо - деталь. Для герметизации тонкостенных трубок 3 из коррозионностойкой стали с помощью точечной сварки используют электрод 1 с продолговатой рабочей поверхностью (рис. 2 а,III). Стальная насадка 2 концентрирует ток и позволяет производить смятие трубок без опасности повреждения рабочей поверхности. На рабочей поверхности электродов 1 могут быть закреплены стальные трубки 2, стабилизирующие контакт электрод—деталь и уменьшающие износ электродов (рис. 2а, IV, V). При точечной сварке оси электродов должны быть перпендикулярны поверхностям свариваемых деталей. Поэтому детали, имеющие уклоны (плавно изменяющуюся толщину), целесообразно сваривать с использованием самоустанавливающегося поворотного электрода со сферической опорой (рис. 2б). Для точечной сварки деталей с большим отношением толщин иногда со стороны тонкой детали устанавливают электрод (рис. 2в, I), рабочая часть которого выполнена из металла с низкой теплоэлектропроводностью (вольфрама, молибдена и т. п.). Такой электрод состоит из медного корпуса 1 и вставки 2, припаянной в корпусе. Рабочую часть электрода 3 иногда выполняют сменной и закрепляют на корпусе электрода 1 накидной гайкой 2 (рис.2в,II). Электрод обеспечивает быструю замену рабочей части при ее износе или при необходимости – перестановку вставки с другой формой рабочей поверхности. Для роликовой сварки применяют ролики составной конструкции, у которых основание 1 из медного сплава, а припаянная к нему рабочая часть 2 – из вольфрама или молибдена (рис.2в, III). При роликовой сварке швов большой протяженности на деталях малой толщины (0,2-0,5 мм) рабочая поверхность роликов быстро изнашивается, в связи с чем ухудшается качество сварки. В таких случаях ролики имеют канавку, в которой помещена проволока их холоднотянутой меди (рис.3), перематываемая при вращении роликов с одной катушки на другую. Этот способ обеспечивает стабильную форму рабочей поверхности и многократное использование электрода-проволоки при роликовой сварке деталей малой толщины или деталей с покрытием.
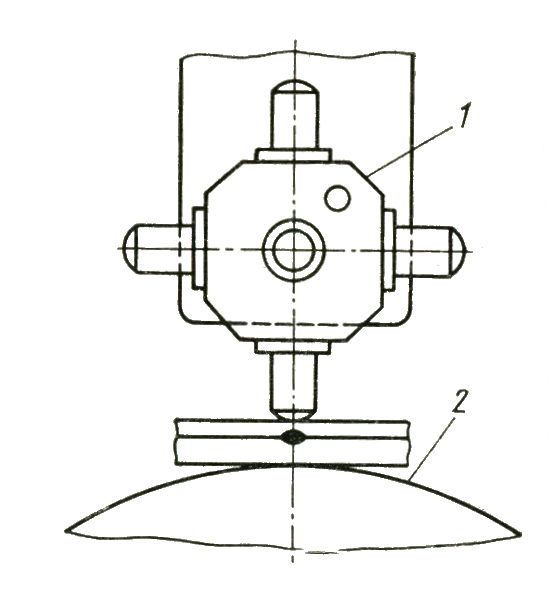
Чтобы избежать частой смены электродов, для сварки на одной машине деталей различной толщины могут быть использованы многоэлектродные головки. В головку устанавливают электроды с рабочей поверхностью различной формы. При точечной сварке деталей неравной толщины важно обеспечить стабильную рабочую поверхность электрода со стороны тонкой детали. Для этой цели используют многоэлектродную головку 1; со стороны толстой детали устанавливают ролик 2 (рис.4). При износе рабочей поверхности электрода его заменяют новым, поворачивая головку. Многоэлектродные головки позволяют также без съема электродов со сварочной машины автоматически зачищать электрод, не осуществляющий в данный момент сварку. Иногда электроды подводят ток к свариваемым деталям но не связаны непосредственно со сварочной машиной. Например необходимо сварить продольным роликовым швом тонкостенные трубы малого диаметра (10-40 мм). Для этого заготовку трубы 1 с медной оправкой 2 помещают между роликами поперечной сварочной машины (рис. 5а). Таким образом могут быть сварены швы достаточно большой длины. Для сварки деталей 1 коробчатой формы используют электрод-шаблон 2, закрепленный на оси 3 для поворота его после сварки первого шва (рис.5б). 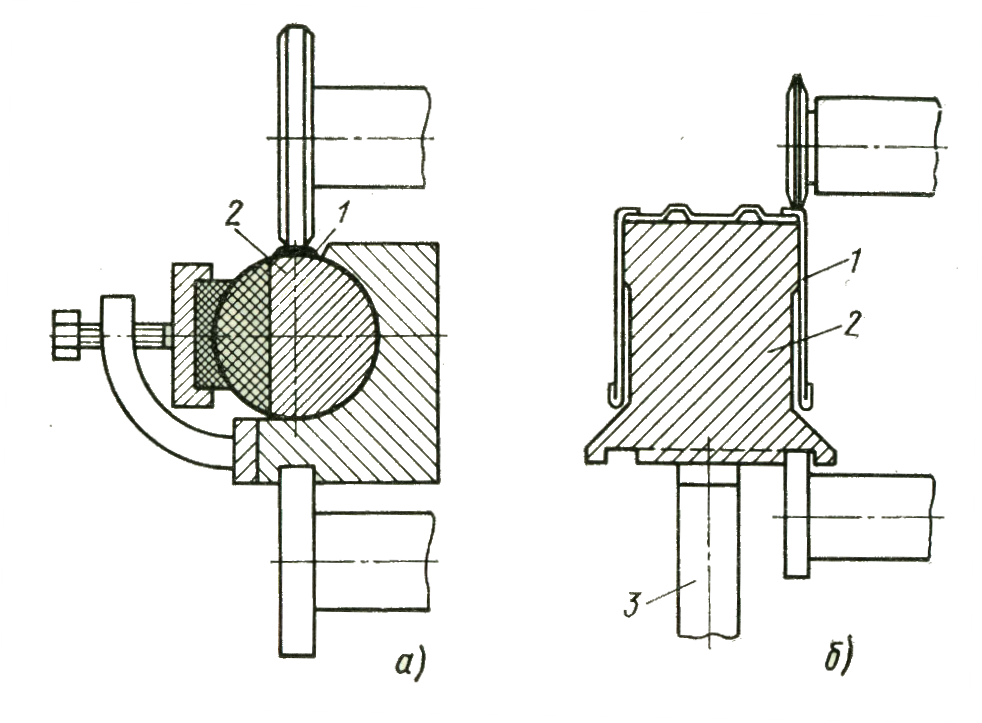 Рис. 5. Электроды-оправки, применяемые на роликовых машинах поперечной сварки: а - сварка тонкостенной трубы; б - сварка кожуха ; 1- детали; 2 - электроды; 3 - ось. Стойкость электродов и роликов зависит от условий их охлаждения. Электроды для точечной сварки должны иметь внутреннее водяное охлаждение. Для этого электроды со стороны посадочной части имеют отверстие, в которое вводится трубка, закреп ленная в электрододержателе. Вода поступает по трубке, омывает дно и стенки отверстия и через пространство между внутренними стенками электрода и трубкой проходит в электрододержатель. Конец трубки должен иметь скос под углом 45°, край которого должен отстоять от дна электрода на 2—4 мм. При увеличении этого расстояния образуются воздушные пузыри и ухудшается охлаждение рабочей поверхности электрода. На стойкость электродов оказывает влияние расстояние от рабочей поверхности до дна охлаждающего канала. При уменьшении этого расстояния повышается стойкость электродов (число точек до переточки), но уменьшается число его возможных пере¬точек до полного износа и тем самым сокращается срок его службы. Анализируя влияние этих двух факторов на затраты электродного металла, а следовательно, и на стоимость электродов установлено, что расстояние от дна до рабочей поверхности должно составлять (0,7 -0,8)D (где D — наружный диаметр электрода). Для усиления интенсивности охлаждения при точечной сварке можно применять дополнительное водяное охлаждение электродов и места сварки. Вода в этом случае подается через отверстия в электродах или отдельно по специальной трубке наружного охлаждения. Иногда применяют внутреннее охлаждение жидкостями с температурой ниже 0°С или сжатым воздухом. При роликовой сварке чаще применяют наружное охлаждение роликов и места сварки. Однако такой способ охлаждения не при¬годен при сварке закаливающихся сталей. Если при точечной сварке легко осуществить внутреннее охлаждение электродов то при роликовой сварке это достаточно сложная задача. При эксплуатации электродов и роликов периодически необходимо зачищать и восстанавливать их рабочую поверхность. Электроды с плоской рабочей поверхностью обычно зачищают личным напильником и абразивным полотном, электроды со сферической рабочей поверхностью – с помощью резиновой подушки толщиной 15-20 мм, обернутой абразивным полотном. Рабочую поверхность электродов чаще всего восстанавливают на токарных станках. Для получения рабочей поверхности правильной формы целесообразно использовать специальные фасонные резцы. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
тел.факс: +7 (499) 922-6606 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||