
| Каталог | Оборудование для сварки труб | |||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Невозможно переоценить важность применения труб во всех областях хозяйствования. Они являются кровеносной системой любой из отраслей промышленности и коммунального хозяйства. Большое разнообразие сортамента и назначения влияет на способы их неразъемного соединения.
Существует много способов сварки стальных труб. Их классификация проводится по нескольким признакам. По методу воздействия на материал: Термическая сварка. К ней относят все способы, в которых соединение деталей осуществляется различными типами используемого носителя энергии для местного расплавления металла – электродуговая, газовая, лазерная, плазменная и пр.По типу используемого носителя энергии: Газовая сварка;По методу выполнения работы: Роботизированная сваркаПо защите зоны формирования шва: Самозащитные покрытия сварочной проволоки или электродовСледует отметить, что газовая сварка водопроводных и газовых труб в основном выполняется в коммунальном хозяйстве. При сварке магистральных трубопроводов в зависимости от диаметров используют ручную электродуговую, стыковую и прессовую сварку труб. Сварку нержавеющих труб производят в среде защитных газов. Применение того или иного вида сварки металлических труб определяется множеством факторов, к которым можно отнести: - сортамент (диаметр, толщина, марка материала); - назначение (коммунальное хозяйство, магистральные трубопроводы, топливные системы и т.п.); - условия эксплуатации; - объемы работ; - требования к качеству сварного соединения. Оборудование прессовой сварки металлических труб магнитоуправляемой дугой
   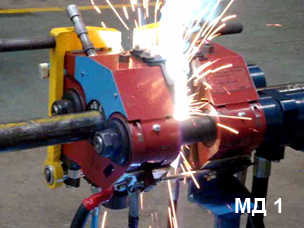  СУЩНОСТЬ ПРОЦЕССА ПРЕССОВОЙ СВАРКИ ТРУБ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ. Предварительно подготовленные и торцованные трубы устанавливаются в зажимное устройство станка. Дуга возникает в зазоре между металлическими трубами при их разведении после сборки стыка без зазора. Как правило, она возникает в месте самого малого зазора, и в результате взаимодействия тока дуги и магнитного поля в зазоре дуга начинает перемещаться по кромкам стыка труб в направлении, определяемом известным "правилом левой руки". Скорость перемещения дуги по кромкам такова, что глаз не может уловить ее движение, а воспринимает свечение плазмы одновременно по всему периметру стыка. В процессе нагрева осуществляют управляемое перемещение свариваемых деталей. Зазор между торцами деталей поддерживают постоянным. За параметр регулирования величины зазора используют значение величины напряжения на сварочной дуге. Момент достижения необходимой температуры на торцах свариваемых деталей определяют по величине относительного перемещения деталей. По достижении наперед заданных значений перемещения программируют скорость перемещения дуги по торцам свариваемых деталей. По истечении заранее установленного времени, в течение которого стык нагревается до температуры плавления, свариваемые трубы резко сближают и сжимают с удельным усилием 60-80 МПа. В результате образуется сварное соединение, имеющее равномерное усиление по всему периметру стыка. 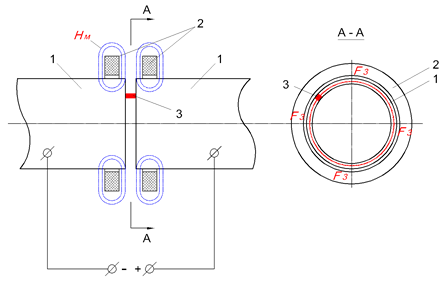 Рис.1 Схема сварки вращающейся магнитоуправляемой дугой: 1 - свариваемые трубы; 2 - кольцевые магниты; 3 - столб сварочной дуги; Hм - направление магнитного поля в зазоре; F3 - сила Лоренца или направление перемещения дуги Данный метод можно характеризовать, как стыковая сварка труб и хорошо подходит для деталей автомобильного сортамента: амортизаторов, пневматических пружин, карданных валов, корпусов гидравлических цилиндров, металлических труб и трубопроводов, гидравлических систем, типа труба штуцер, диаметрами от 10 до 250 мм с толщиной стенки от 0.8 до 12 мм. Процесс прессовой сварки магнитоуправляемой дугой позволяет сваривать трубы из углеродистых, низколегированных, теплоустойчивых и высокопрочных сталей. Процесс сварки выполняется без дополнительных сварочных материалов, воды для охлаждения и защитного газа. Время сварки относительно небольшое. Например, время сварки трубы диаметром 51х2.5 мм составляет 7 секунд. Преимуществом данного метода является:
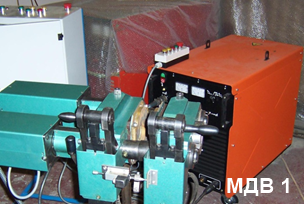
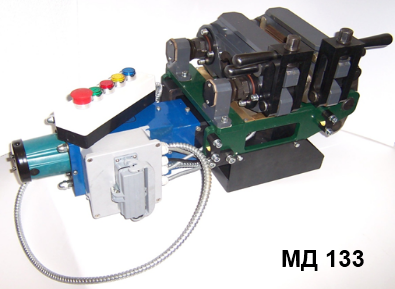
В состав установки входят:
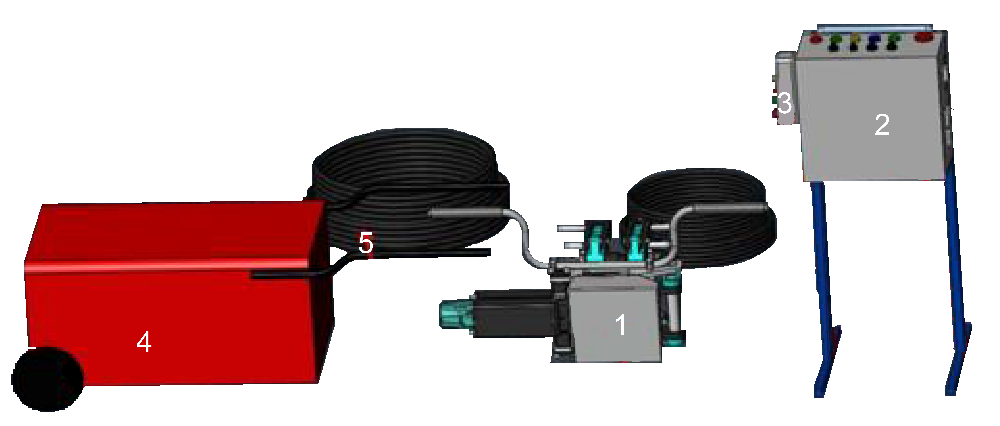 Рис.2 Установка для сварки труб МД131 1 - сварочная головка; 2 - электрошкаф; 3 - пульт управления; 4 - источник питания; 5 - электрокабели питания и управления; Сварочная головка предназначена для надежного закрепления свариваемых труб и выполнения сварки. Машина состоит из следующих основных элементов: Электрический шкаф предназначен для удобного размещения управляющей электроаппаратуры, а также для предохранения ее от повреждений сторонними предметами, загрязнения и запыления. Пульт управления предназначен для оперативного управления установкой. На лицевой панели пульта размещены органы управления с символьным обозначением выполняемых операций. Источник питания предназначен для обеспечения установки требуемым сварочным током. Подробнее смотри паспорт на изделие. Система кабелей электроуправления и питания предназначена для подвода электропитания к рабочим элементам электросистемы установки. Электросистема управления предназначена для управления работой установки в соответствии с заданным технологическим режимом работы. Технические характеристики
Ниже приведены примеры сварки металлических труб для различных областей применения, в том числе: - сварка труб отопления - сварка пространственных трубных конструкций - сварка трубопроводов различного назначения 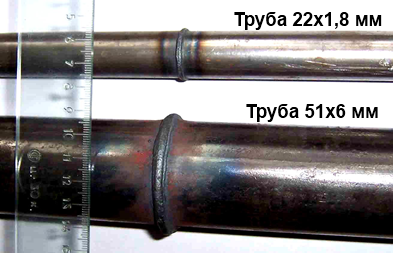   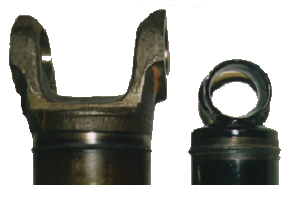 |
|||||||||||||||||||||||||||||||||||||||||||
тел.факс: +7 (499) 922-6606 |